2026.06.30
製造業AI検査で品質と現場が変わる実践戦略
IT関連
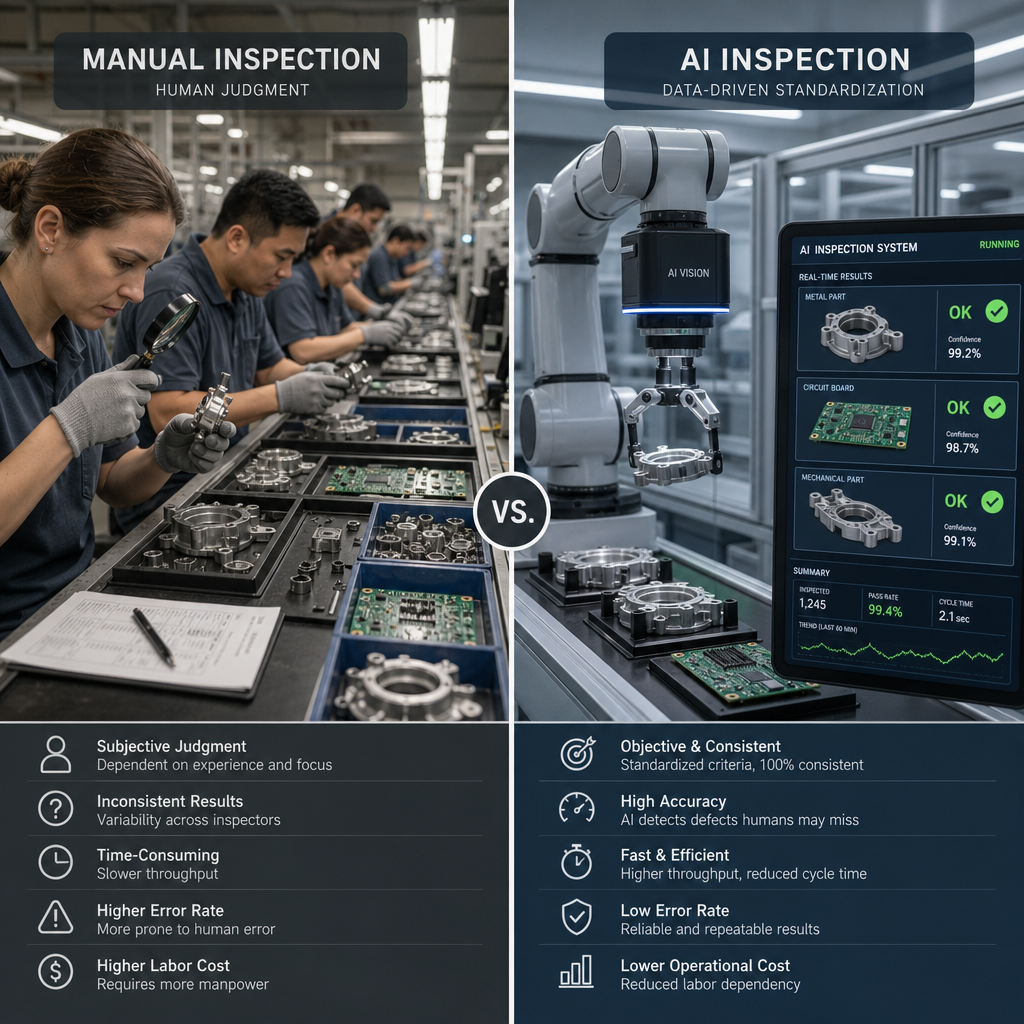
製造業AI検査は、単なる最新技術ではなく、現場の「ムリ・ムダ・ムラ」を可視化しながら品質と生産性を同時に引き上げる強力な手段です。とくに熟練検査員の高齢化や人手不足が進む今、属人化した目視検査に依存し続けるリスクは年々大きくなっています。
一方で「AIは難しそう」「データも知見もない」と感じ、検討のままで止まっている工場も少なくありません。実際、AIモデルだけを作っても、現場のラインにうまく組み込めず、検証で終わるケースは多く見られます。重要なのは、技術そのものよりも、業務とAIをどう噛み合わせるかという設計です。
この記事では、製造現場でのAI外観検査・異常検知の基本から、効果が出やすい領域、導入プロセス、よくあるつまずきと対策までを体系的に解説します。また、ALION株式会社がシステム開発で培った知見も交えながら、中小工場でも始めやすいステップを具体的に整理します。
製造業AI検査とは何か:現場課題と基本概念

なぜ今、製造現場でAI検査が求められているのか
結論から言うと、製造現場が抱える人手不足と品質要求の高度化に、従来の目視検査だけでは対応しきれなくなっているためです。熟練検査員が減る一方で、顧客からは不良ゼロに近いレベルの品質が求められ、トレーサビリティやエビデンスの提示も当たり前になっています。
製品点数の増加や多品種少量生産の流れも、検査の負荷を押し上げています。検査手順は複雑化し、作業者一人あたりの判断回数が増えるほど、ヒューマンエラーのリスクも高まります。結果として、歩留まりは保てても、検査工程にかかる人件費や教育コストが年々嵩む構造に陥りがちです。
この課題に対し、カメラとAIを組み合わせて自動で良否判定や異常検知を行うのが製造業AI検査です。AIが画像やセンサーデータからパターンを学習し、異常な状態を検知することで、検査作業の一部または大部分を置き換えます。これにより、品質のバラつきを抑えながら、人手のボトルネックを外すことが狙いです。
- 人手不足と熟練検査員の減少で目視依存は限界に近い
- 多品種少量と品質要求の高度化で検査負荷が急増
- 製造業AI検査はカメラ+AIで検査作業の自動化を実現
製造業AI検査の基本構成と仕組み
製造業AI検査の仕組みは、シンプルに分解すると「データ取得」「AIによる学習・推論」「現場システムとの連携」という三つの層で構成されます。まず、ライン上に設置したカメラやセンサーで製品の状態を撮影・計測し、そのデータをAIモデルが受け取ります。
次に、AIモデルは過去に学習した正常・異常のパターンと照合し、現在のデータがどちらに近いかを判定します。ディープラーニングの画像認識モデルであれば、製品画像を入力として、欠陥の有無や種類を出力し、しきい値を超えたものを不良としてラベル付けします。ここで重要なのは、現場の許容範囲に合わせて判定基準を調整できることです。
最後に、この判定結果をPLCや既存の検査装置、MESなどと連携し、NG品の排出やアラート表示、データ保存を行います。ALION株式会社のようなシステム開発会社が入る場合、この連携部分を現場の仕様に合わせて作り込むことで、AIだけが浮いてしまう問題を防ぎます。
- 構成要素は「データ取得」「AI判定」「システム連携」の三層
- AIは正常・異常パターンを学習し、リアルタイムに判定
- 既存設備との連携設計が現場導入の成否を左右する
AI検査と従来のルールベース検査の違い
従来の自動検査では、しきい値やエッジ検出、テンプレートマッチングなど、ルールを人間が詳細に定義する方式が主流でした。この場合、「どうなっていたら不良か」を事前に全て書き下す必要があり、照明条件や製品バラつきへの対応が難しいのが課題でした。
製造業AI検査では、「ルールを書く」のではなく「データを見せて学習させる」点が大きく異なります。例えば、表面キズの検査であれば、あらゆる角度・濃さ・形状のキズ画像をAIに学習させることで、ルール化しにくいパターンも含めて検出できるようになります。これにより、微妙な外観変化や人が説明しづらい違和感もとらえられます。
さらにAIは、製造条件の変化に応じてモデルを再学習することで、環境変動にも追従できます。一方で、十分なデータ量が必要であることや、学習データの質に結果が大きく依存するという新たな前提も生まれます。このデータ設計こそ、AIプロジェクトの成否を分けるポイントです。
- ルールベースは人が細かく条件を定義する方式
- AI検査はデータからパターンを学習しルール化が難しい欠陥も検出
- 環境変化への追従力は高いが、データ設計の質が成功の鍵となる
どこから始めるべきか:AI検査に向いた工程とテーマ選定
AI検査に向いた製品・工程の特徴
AI検査の効果を最大化するには、最初にどの工程を対象にするかの見極めが重要です。向いているのは、目視作業が多く、検査基準が複雑かつ属人化している領域です。人によってOK・NGの判断が分かれやすい検査ほど、AIの標準化効果が大きくなります。
具体的には、樹脂や金属の外観検査、基板のはんだ検査、食品の異物・形状検査などが代表例です。これらは撮像しやすく、欠陥のパターンも画像として把握しやすいため、製造業AI検査との相性が良い領域です。逆に、触感や音だけで判断する検査は、センサー構成やデータ収集の工夫が必要になります。
また、ライン停止が頻発している工程や、検査要員の確保が難しい夜勤帯など、ボトルネックになっている箇所も優先候補です。ALIONが支援するプロジェクトでも、まずは一つの代表ラインでAI検査を導入し、その実績をもとに他ラインへ横展開する流れが成果を出しやすいパターンとなっています。
- 目視依存が高く判断が属人化している工程が有力候補
- 外観検査(樹脂・金属・基板・食品)はAIと相性が良い
- ボトルネック工程や夜勤帯から着手すると効果が見えやすい
テーマ選定で押さえるべき三つの評価軸
導入テーマを選ぶ際は、「インパクト」「実現可能性」「スケジュール感」の三つの軸で評価すると整理しやすくなります。まずインパクトは、不良コスト削減や人件費削減、歩留まり改善など、数値でどれだけ効果が見込めるかを試算します。ここで大きなポテンシャルがないと、社内説得も難しくなります。
次に実現可能性では、データが取得しやすいか、撮像環境を安定させられるか、既存設備との連携が複雑すぎないかを確認します。例えば、極端に暗い環境や狭くてカメラが置けない場所などは、初めのテーマとしては難易度が高くなります。段階的に取り組む前提で優先順位を付けることが重要です。
最後にスケジュール感です。短期間での成果を求められる場合、半年〜一年単位の大型テーマは社内の期待値と合わないかもしれません。まずは3〜6カ月でPoC(概念実証)を実施し、効果を数字で示せるテーマを選ぶと、次の投資判断がスムーズになります。
- インパクト:不良・人件費・歩留まり改善を数値試算
- 実現可能性:データ取得・環境・システム連携の難度を評価
- スケジュール:3〜6カ月で成果を示せるテーマから着手
現場ヒアリングからボトルネックをあぶり出す方法
良いテーマ選定の出発点は、現場への丁寧なヒアリングです。管理職だけでなく、実際に検査を担当している作業者やリーダークラスから、「日々どこにストレスを感じているか」「どんな不良が一番困るか」を聞き出します。このとき、システム用語ではなく現場の言葉で話してもらうことが重要です。
ヒアリングでは、工程ごとのタクトタイム、検査にかかる時間、再検査率や手直し率など、可能な限り定量データも合わせて確認します。感覚だけではなく、実際にどこがボトルネックになっているかを数値で見える化することで、AI導入の優先順位が客観的に決められます。
ALIONの支援プロジェクトでは、まず簡易な工程マップとバリューストリームマップを一緒に描き、「この検査が止まるとどこに影響が波及するか」を整理します。これにより、局所最適ではなくライン全体で見たときの効果が大きいテーマを選びやすくなり、製造業AI検査の投資判断も納得感の高いものになります。
- 現場作業者へのヒアリングから真のボトルネックを発見
- 感覚だけでなくタクト・再検率など定量データも確認
- 工程マップを使いライン全体への影響を見ながら優先順位付け
製造業AI検査の導入プロセス:ステップ別の実務ポイント

ステップ1:要件定義とKPI設計
最初のステップでは、「AIで何をどこまでやるか」を明確に言語化します。単に「不良を見つけたい」ではなく、「この工程の外観検査を自動化し、検査工数を何%削減する」「誤検出率を何%以下に抑える」といった具体的な目標値を置きます。これがプロジェクト全体の判断軸となります。
次に、評価のためのKPIを整理します。例えば、検査時間の短縮率、不良流出率の推移、ライン停止回数、検査員一人あたりの生産性などです。これらを事前に測定しておき、導入後の数値と比較できるようにします。KPIが曖昧なまま進めると、実験は成功しても投資対効果が説明できず、次の展開に進みにくくなります。
ALIONでは、要件定義の段階から現場と経営の双方が納得できるKPIを一緒に設計することを重視しています。現場の肌感覚と数字の両方を踏まえ、「この値まで改善すれば成功と言える」というラインを合意しておくことで、途中の仕様変更や期待値のズレを最小限に抑えられます。
- 「どの工程で何%改善するか」を明文化する
- 検査時間・不良流出率などKPIを導入前から計測
- 現場と経営が納得する成功ラインを合意してから開発着手
ステップ2:データ収集・アノテーション設計
要件が固まったら、次は学習用データの収集とアノテーション設計です。ここでのポイントは、実際のライン条件に近いデータを十分な量とバリエーションで集めることです。良品・不良品の比率、照明の変化、製品個体差など、現場で起こりうる揺らぎをデータ側に織り込む必要があります。
不良データが少ない場合には、異常検知型(良品だけを学習して逸脱を検知する方式)を検討したり、製造条件を変えて意図的に不良を作り出したりといった工夫も必要になります。どの方式を選ぶかは、現場の不良分布と事業側のリスク許容度を踏まえて決めていきます。
アノテーション(データへのラベル付け)では、「どこまでを不良とみなすか」を現場の判定基準と擦り合わせます。例えば、微細なキズをどのレベルからNGとするかで、AIの判定結果は大きく変わります。ALIONのプロジェクトでは、最初に少量のデータでラベル基準を試作し、現場と一緒にレビューすることで、過不足のないルールにブラッシュアップしています。
- 実ライン条件に近いデータを十分な量・バリエーションで収集
- 不良が少ない場合は異常検知型や意図的な不良生成を検討
- アノテーション基準は現場とレビューしながらすり合わせる
ステップ3:モデル開発・評価と現場実装
データが整ったら、AIモデルの開発と評価に進みます。ここでは、画像認識に強いディープラーニングモデル(CNN系など)や、最近では軽量なモデルをエッジ端末で動かす構成がよく選ばれます。重要なのは、単純な精度指標だけでなく、現場運用に耐えうる応答速度や安定性を評価することです。
評価段階では、訓練データとは別に用意した検証データを使い、真陽性率・偽陽性率・偽陰性率などを見ながら、現場の許容範囲に沿うかを確認します。例えば、わずかな過検出は許容する代わりに、流出不良を極小化したいのか、その逆なのかで、しきい値のチューニングが変わってきます。
モデルが目標を満たしたら、いよいよ現場への実装です。ここでボトルネックになりがちなのが、既存ラインとのインターフェース設計と現場オペレーションの変更です。ALIONのようなシステム開発会社は、この部分でPLCや上位システムとの連携、UI設計、ログ保存などを一括して設計し、現場の負担を減らす役割を担います。
- 精度だけでなく応答速度や安定性も含めて評価
- 偽陽性・偽陰性のバランスを現場の許容範囲に合わせて調整
- ライン連携・UI・ログ設計まで含めて実装しないと現場に定着しない
AI検査導入で期待できる効果と定量的なインパクト

品質安定と不良流出リスクの低減
製造業AI検査の最大の価値は、品質のバラつきを抑え、流出不良のリスクを下げられる点にあります。人手による目視検査は、疲労やコンディションに大きく影響されますが、AIは同じ条件であれば常に同じ判定を返します。この一貫性が、顧客クレームの減少につながります。
例えば、海外事例ではAI画像検査の導入により、流出不良率を30〜50%程度削減したという報告が複数あります(例:Siemensなどの公開事例)。もちろん製品や工程によって差はありますが、「熟練者レベルの目」を全ラインに常時配置しているのと同じ効果が期待できます。
さらに、検査結果をデータとして蓄積することで、どのライン・ロット・設備条件のときに不良が増えやすいかを統計的に把握できます。このフィードバックを工程設計や保全計画に反映することで、「検査で不良を見つける」から「不良の発生自体を減らす」取り組みに進化させていくことが可能です。
- AIは人のコンディションに左右されず一貫した判定が可能
- 流出不良率が30〜50%減少した事例も報告されている
- 検査データを工程改善に活用し、不良そのものを減らすことができる
人件費削減と検査リソースの再配置
AI検査は単に検査員を減らすためだけでなく、限られた人材をより付加価値の高い業務へシフトするための仕組みとしても有効です。ルーティンな目視検査をAIに任せることで、熟練者は工程改善やトラブル解析など、より高度な業務に時間を使えるようになります。
ある国内メーカーの例では、外観検査工程の約60%をAIに置き換え、人手による最終確認を残す構成にすることで、検査要員を30〜40%削減しつつ、品質指標を維持・改善したケースがあります。このように、完全自動化だけでなく「AI+人」のハイブリッド構成でも十分な効果が得られます。
ALIONが関わるプロジェクトでも、検査員全員を減らすのではなく、離職リスクが高い夜勤帯や繁忙期のシフトをAIで補完し、残った人員を多能工として育成する戦略が取られることが多くあります。これにより、現場の負荷感を下げながら、長期的な人材戦略とも整合する形で製造業AI検査を活用できます。
- AIでルーティン検査を代替し熟練者を高付加価値業務へ
- 外観検査の60%自動化で検査要員を30〜40%削減した例も
- 夜勤や繁忙期をAIで補完し、多能工育成と組み合わせる戦略が有効
データドリブンな現場改善サイクルの構築
AI検査を導入すると、すべての検査結果が自動的にデジタルデータとして蓄積されます。これは単にトレーサビリティを強化するだけでなく、現場改善の意思決定をデータドリブンに変える基盤となります。どの工程・設備・材料ロットで不良が増えるかを、感覚ではなく数字で議論できるようになります。
例えば、AIが検出した欠陥の種類や位置情報を集計し、ヒートマップとして可視化すれば、特定の成形機や金型、部品ロットに問題が集中しているかどうかが一目で分かります。これをもとに、保全タイミングの見直しやサプライヤーとの協議など、具体的なアクションにつなげられます。
ALIONのようなシステム開発会社は、単なるAIモデルだけでなく、このデータ活用基盤まで設計することで、「導入して終わり」ではない継続的な改善サイクルを支援します。製造業AI検査を起点に、将来的には需要予測や設備故障予知など、他のAI活用領域へと横展開していくことも視野に入ります。
- 検査結果がすべてデジタルデータとして蓄積される
- 欠陥の種類・位置を可視化し、原因工程や設備を特定
- 検査AIを起点に、保全・需要予測など他領域のAI活用へ展開可能
失敗しやすいポイントとリスクマネジメント

「精度100%」を目指しすぎる落とし穴
AI検査プロジェクトでよくある誤解が、「精度100%を達成してから本番導入する」という考え方です。現実には、どんなAIでも誤判定はゼロになりませんし、人間の検査員であっても完全無欠ではありません。重要なのは、「現在よりどれだけ改善できるか」を軸に判断することです。
例えば、人による検査の実力値が実は95%程度だった場合、AIが97〜98%の精度を安定して出せるのであれば、それは十分に価値があります。にもかかわらず、「100%でないから採用しない」と判断してしまうと、改善の機会を逃してしまいます。現場の検査実力値を事前に測定することも大切です。
ALIONでは、PoC段階から「人とAIの比較検証」を行い、どちらがどのパターンで強いかを可視化します。そのうえで、「AI単独」「人単独」「AI+人」の三つの運用シナリオを検討し、トータルでの流出リスクとコストのバランスを見ながら最適な構成を提案しています。
- 精度100%を前提にするといつまでも本番導入できない
- 現実の人による検査精度と比べてどれだけ改善かを見る
- 人とAIの比較検証を行い、最適な運用シナリオを検討する
現場巻き込み不足と「使われないシステム」問題
もう一つの典型的な失敗要因は、現場を十分に巻き込まずにAI検査システムを作ってしまうことです。現場からすると、「上が決めたよく分からないシステム」が突然やってきた感覚になりがちで、多少の不便や不具合があってもフィードバックされず、結局「使われないシステム」になってしまうリスクがあります。
これを避けるためには、初期の要件定義段階から現場リーダーやベテラン検査員をプロジェクトメンバーに含めることが重要です。UIの使い勝手や、ライン停止時の対応フロー、不具合発生時の切り戻し手順など、細かな運用設計を現場目線でレビューしてもらうことで、導入後のストレスを大きく減らせます。
ALIONが伴走するプロジェクトでは、PoCの段階から実際の現場で短期間試験運用を行い、作業者の声をもとにUIや判定メッセージ、アラート音などを細かくチューニングします。こうした「使いやすさ」への投資は、長期的な定着と改善スピードに確実に跳ね返ってきます。
- 現場を巻き込まないと「使われないシステム」になりやすい
- 要件定義から現場リーダーをプロジェクトに参画させる
- PoCでの試験運用とUIチューニングに十分な時間を割く
セキュリティ・メンテナンスと継続運用のリスク
AI検査システムは、一度入れて終わりではなく、継続的なメンテナンスとセキュリティ対策が欠かせません。OSやライブラリのアップデート、学習済みモデルの入れ替え、バックアップやログ管理など、運用上のタスクを誰がどのように担うかを事前に決めておく必要があります。
特にクラウドとの連携を行う場合、工場ネットワークとの接続ポリシーやデータの取り扱いルールをしっかり定めておかないと、情報セキュリティ上のリスクが生じます。製造データは競争力の源泉でもあるため、どの情報をどの範囲まで外部に出すかを慎重に設計することが求められます。
ALIONのような開発パートナーを選ぶ際には、AIモデルの精度だけでなく、セキュリティと運用設計の実績にも注目することをおすすめします。例えば、障害発生時のSLA(対応時間目安)や、モデル再学習の手順、バージョン管理方法などが明文化されていると、安心して長期運用が行えます。
- AI検査は導入後もメンテナンスとセキュリティ対策が必要
- クラウド連携時はネットワークとデータ取り扱いルールを明確化
- 開発パートナー選定では運用・セキュリティの実績も重視する
ALIONの知見に学ぶ、現場に根付くAI検査の進め方

専属チームでの伴走がもたらすメリット
ALION株式会社は、業種を問わずシステム開発を行う会社として、AIを含むさまざまなプロジェクトで「専属チームによる伴走支援」を特徴としています。製造業AI検査においても、この専属チーム体制が、現場への定着と改善スピードの面で大きな価値を生みます。
専属チームのメリットは、短期案件ごとにメンバーが入れ替わらないため、現場の癖や製品の特性、過去のトラブル履歴まで含めて知識が蓄積されていく点にあります。これにより、似たような問題が再発した際にも迅速に対応でき、追加機能の提案や他ラインへの横展開もスムーズに進められます。
また、ALIONは国境を越えた開発体制を持っており、オフショア拠点も活用しながらコストとスピードのバランスを取った開発が可能です。製造業AI検査のような中長期の取り組みでは、こうした持続性と柔軟性の高いパートナーがいることが、結果として現場への浸透度合いを大きく左右します。
- ALIONは専属チームでAIを含むシステム開発を伴走支援
- 現場特性のナレッジが蓄積され再発時の対応や横展開が早い
- 国境を越えた開発体制でコストとスピードのバランスを確保
現場コミュニケーションとUIデザインの工夫
ALIONが製造業向けシステムで重視しているのが、現場とのコミュニケーションとUIデザインです。AI検査の画面は、現場の作業者が一日に何百回も目にするものですから、直感的に理解でき、誤操作が起こりにくい設計が求められます。
例えば、NG判定時には単に赤い表示を出すだけでなく、「どこが問題か」を画像上でハイライト表示し、簡単なテキストコメントも添えることで、作業者が即座に対応しやすくなります。また、ログ画面では、設備担当者が後から原因分析しやすいように、絞り込み条件やタグ付け機能を工夫します。
こうしたUIの細部は、実際に現場に立って作業者の動線を観察し、対話しながらブラッシュアップしていく必要があります。ALIONは、バーチャルオフィス「SWise」のような没入型サービス開発で培ったUXノウハウも活かし、現場にとって「馴染みやすいAI検査画面」を共創するスタイルを取っています。
- AI検査のUIは現場作業者が直感的に理解できることが重要
- 問題箇所のハイライト表示やコメント表示で対応を支援
- 現場観察と対話、他サービスで培ったUXノウハウを活用して設計
中小製造業が小さく始めて大きく育てるための提案
中小規模の製造業にとって、「いきなり大規模なAI投資は難しい」というのが率直な本音かもしれません。ALIONは、そうした企業に対して「小さく始めて大きく育てる」アプローチを推奨しています。具体的には、一つのモデルラインで限定テーマからスタートする進め方です。
まず、撮像環境を整え、シンプルな欠陥検出から始めることで、社内にデータ収集とAI運用の経験値を蓄積します。そのうえで、検査対象のバリエーションを増やしたり、他工程に横展開したりと、段階的にスコープを広げていきます。この過程で、必要な人材育成や組織体制の見直しを一緒に進めます。
ALIONのようなパートナーと組むことで、AIモデル開発だけでなく、システム連携や運用設計、将来の拡張を見据えたアーキテクチャ設計まで一貫して相談できます。製造業AI検査を、自社のDX全体の一歩目として位置づけると、投資に対する納得感を持ちやすくなるはずです。
- 中小製造業には「小さく始めて大きく育てる」進め方が適する
- モデルラインで限定テーマから始め経験値を蓄積
- AI検査をDXの一歩目と位置づけ、将来の拡張も視野にパートナーと設計
まとめ
製造業AI検査は、人手不足や品質要求の高度化という構造的な課題に対し、検査の自動化と標準化を通じて現場を根本から変える力を持っています。ただし、成功の鍵はAI技術そのものよりも、「どの工程を対象にするか」「どのようなKPIで評価するか」「現場とどう協働するか」という設計と運用の部分にあります。
要点
- AI検査は、人手依存の目視検査を補完・代替し、品質のバラつきと流出不良リスクを減らせる
- テーマ選定ではインパクト・実現可能性・スケジュールの三軸で優先順位をつけることが重要
- 要件定義・データ設計・モデル評価・現場実装という各ステップに固有のポイントがある
- 精度100%を目指すのではなく、人とAIの比較と運用シナリオの設計が成功のカギ
- ALIONのような専属チーム型パートナーと組むことで、現場に根付くAI検査とDXの基盤づくりがやりやすくなる
自社のラインを思い浮かべながら、「どの工程ならAI検査で負荷を減らせるか」「どの検査が属人化しているか」を一度洗い出してみてください。そのうえで、小さなPoCからでも構いませんので、信頼できる開発パートナーと共に一歩を踏み出すことをおすすめします。製造業AI検査は、単なるコスト削減策ではなく、現場と人材の未来を守るための投資です。
よくある質問
Q1. 製造業AI検査を導入するのに、どれくらいの期間がかかりますか?
テーマの難易度にもよりますが、多くのケースでは3〜6カ月程度でPoC(概念実証)を行い、効果を確認することができます。その後、本番ラインへの実装や他工程への展開を含めると、1年程度で一定の成果が見えるプロジェクトが一般的です。重要なのは、最初から全社展開を狙うのではなく、一つのモデルラインで経験値を蓄積しながら段階的にスコープを広げることです。
Q2. AI検査を導入するには、社内にデータサイエンティストは必要ですか?
必須ではありません。外部の開発パートナーと協力すれば、AIモデル開発やMLOpsの専門スキルはアウトソースできます。一方で、現場の業務を理解し、AIの結果を業務改善に結びつけられる「現場DXリーダー」の存在は重要です。ALIONのような専属チーム型パートナーと組む場合、このDXリーダーと開発チームが密に連携することで、社内に徐々にAI活用のリテラシーを育てていくことができます。
Q3. 既存の検査装置やPLCとAI検査システムを連携させることは可能ですか?
多くの場合、可能です。カメラやセンサーから取得したデータをAIで処理し、その判定結果を既存のPLCに信号として返す構成が一般的です。既存の検査装置と組み合わせるハイブリッド構成もよく採用されます。連携の可否や難易度は、現在利用している設備のインターフェース仕様によって変わるため、事前に設備メーカーの仕様書を確認し、開発パートナーと一緒に構成案を検討することをおすすめします。
Q4. 不良データがほとんどない場合でも、製造業AI検査は導入できますか?
不良データが少ない場合でも、異常検知型のアプローチ(良品のみを学習し、そこからの逸脱を検知する方式)を用いることで導入できるケースがあります。また、試作ラインなどで意図的に条件を変え、不良を発生させて学習データを増やす方法もあります。どの方法が適切かは、製品特性や工程のリスク許容度によって異なるため、まずは現状の不良分布を整理したうえで、パートナーと相談しながら最適な手法を選ぶのがよいでしょう。
Q5. AI検査導入の費用対効果はどのように評価すれば良いですか?
一般的には、「検査工数削減による人件費削減」「流出不良やクレームの減少によるコスト削減」「歩留まり改善による生産性向上」の三つの観点で評価します。導入前にこれらの指標を測定し、AI導入後の数値と比較することで、投資回収期間(ROI)を算出できます。また、定量化が難しい効果として、トレーサビリティ強化や人材不足リスクの低減なども重要です。ALIONのようなパートナーと協力すれば、事前のシミュレーションやPoC結果をもとに、より具体的な費用対効果の試算が可能です。
参考文献・出典
Siemensが公開している、製造現場でのAI外観検査ソリューション事例。品質向上とコスト削減効果が紹介されている。
www.siemens.com